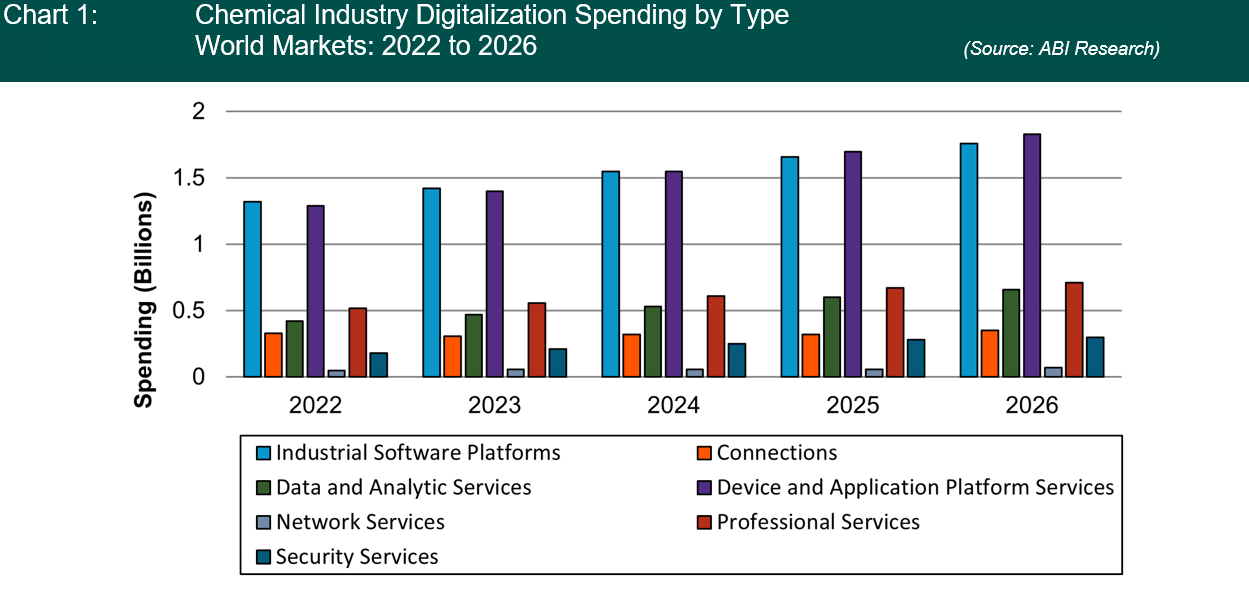
Chemical manufacturers are often skeptical of making operational changes as it’s taken decades to establish industry norms. But in the face of an aging workforce and pressures to be more sustainable, chemical manufacturers must embrace technological innovation to meet their strategic goals. Growing at a Compound Annual Growth Rate (CAGR) of 6% between 2022 and 2031, spending on digital transformation in the chemical industry will reach US$7.4 billion by 2031.
What Technologies Can Chemical Manufacturers Use?
Chemical manufacturers have a variety of options to bring their digital transformation aspirations to life. In most cases, it’s best to combine multiple technologies, and some deployments even depend on it. The following is a list of some of the technologies being used in chemical manufacturing and other industrial environments.
- Predictive Maintenance: Used for real-time data analysis on chemical plant assets. When an asset is likely to fail soon, workers can prioritize their time working on it to avoid downtime.
- Digital Twins: Used for digitally representing a real-world object, person, system, device, machine, etc. Digital twins allow chemical manufacturers to monitor the performance of operational systems while manipulating conditions—running simulations without running any real-world risk to business outcomes. A key difference between digital twins and standard simulation software is that the former provides real-time analytics on the actual twin, which means there are no questions as to how modifications will translate to operations.
- Soft Sensors: Soft sensors can automate highly complex variable data by taking indirect measurements in relation to chemical plant processes. Soft sensors are invaluable for quality control, as they can predict quality variables stemming from the chemical process.
- Simulation Software: Although less robust than digital twins, real-time simulation software still helps optimize production because it allows for the testing of both individual assets and the entire production system. Simulation software also shows its worth in employee training as cause and effect relationships can be taught without real ramifications. Moreover, as referenced in our 2023 technology trends whitepaper, running simulations enables manufacturers to conduct "what-if" scenarios, which improves operational and energy efficiency.
- 5G: As the next generation of The 3rd Generation Partnership Project (3GPP), 5G offers far superior connectivity in industrial use cases. Massive mobile broadband is the lower tier of 5G services and provides speeds of up to 1 Gigabit per Second (Gbps), Massive Machine-Type Communication (mMTC) is for environments with numerous devices, and extreme real-time communications is for end-to-end latency that is as low as 1 Millisecond (ms).
- Augmented Reality (AR): AR devices feed operational-related content to either smart glasses or a mobile device as it relates to the physical surroundings. AR is especially useful when workers need flawless situational awareness while carrying out a task.
- Industrial Internet of Things (IIoT) Devices: When deployed, IIoT devices transmit operational analytics that can be used to make informed decisions. Some practical purposes of IIoT devices include temperature monitoring, level monitoring, pressure monitoring, water quality, and more.
Chemical Industry Challenge #1 That Technology Can Solve: Operational Inefficiency
Data analytics provides next-level visibility into chemical manufacturing operations. In addition to automated monitoring of various aspects of operations, data analytics tools can also alert operators about inconsistencies in asset behavior. With this kind of predictive maintenance, chemical manufacturers can get ahead of a major issue before it exacerbates. Of course, a more efficient plant drastically cuts down on downtime and the subsequent financial losses.
Chemical Industry Challenge #2 That Technology Can Solve: Labor Shortages
The chemical industry is aging and being staffed by more junior workers with considerably less experience in manufacturing. Technologies like AR smart glasses and mobile devices enable senior workers to carry out duties more efficiently. Not only that, but inexperienced workers can increase their productivity because AR devices provide step-by-step instructions and immersive interactivity with the physical environment. For example, a new hire can be provided with the sequence of the chemical mixture in a hands-free medium. This technology also lessens the need for other workers to train the new hire, freeing up manpower resources.
Chemical Industry Challenge #3 That Technology Can Solve: Workplace Safety
Valves, storage vessels, pipes, and system failures all bring safety risks to chemical plants. However, technologies like digital twins and data analytics mitigate these risks. The use of digital twins allows plant managers to simulate working conditions and find an optimal workflow. For example, digital twin support may pinpoint where workflows intersect. Using that information, managers can modify processes and schedules accordingly. With analytics, workers can see if centrifugal pumps are operating correctly—ensuring that employees don’t interact with pumps that are at risk of malfunction.
Chemical Industry Challenge #4 That Technology Can Solve: Sustainable Practices
Because of its association with pollution, the chemical industry is under great pressure from the international community to address climate change. Analytics and data visualization platforms are key to tracking sustainable Key Performance Indicators (KPIs)—looking at energy usage and production optimization. By knowing in what way(s) energy consumption can be reduced, chemical manufacturers are in a position to scale down their carbon footprint.
Chemical Industry Challenge #5 That Technology Can Solve: Business Continuity
Technology can give chemical manufacturers the peace of mind that operations can carry on despite market setbacks, as we saw with the COVID-19 pandemic. Digital transformation in the chemical industry ensures that company networks and data can still be accessed, processes can be automated, and teams can remain connected in the event of an unexpected disruption.
Chemical Industry Challenge #6 That Technology Can Solve: Finding Competitive Advantages
Every company strives to possess competitive advantages—and manufacturers in the chemical industry are no different. To illustrate, if a manufacturer can master the craft of process simulation, the company will be ahead of the pack in terms of efficiency. That’s because simulation narrows down the path toward high-throughput, low-cost production. By simulating the production process of a chemical, companies will be able to introduce a high-quality product to the market faster and more optimally than the competition.
Unlocking the Potential of Chemical Manufacturing Technologies
To excel at digital transformation, chemical manufacturers should invest in upskilling current employees, fully embrace the Information Technology (IT)-Operational Technology (OT) convergence, and adopt technology at a pace that works for the company. Even though the chemical industry is slower than others to adopt new technologies, there are plenty of promising case studies that are encouraging for manufacturers. In the case studies that ABI Research analyzed in its Digital Transformation in the Chemical Industry research analysis report, it’s clear that chemical manufacturers are putting their technology investments to good use—for improved productivity, process automation, workplace safety, and meeting sustainability goals. To see these case studies and a whole lot more on the digital transformation in the chemical industry, download the report today.

 Ben Weaver
Ben Weaver
 Ryan Martin
Ryan Martin